ООО "Адамантис Плюс" предоставляет полный комплекс услуг по обработке и подготовке конвейерных лент. Мы выполняем приварку гофроборта и поперечного профиля, устанавливаем направляющие, делаем бесконечные соединения, а также производим заделку края. Используем современные технологии для прочных, надежных и долговечных соединений, гарантируя бесперебойную работу вашей конвейерной системы.






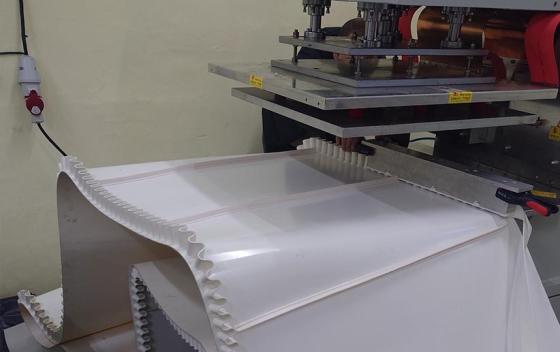
Гофроборт – это специальный гофрированный профиль, который устанавливается по краям конвейерной ленты для предотвращения ссыпания груза и обеспечения его безопасной транспортировки, особенно на наклонных и вертикальных конвейерах. Процесс приварки гофроборта требует точности и соблюдения технологических норм для обеспечения прочности и долговечности соединения.
Приварка гофроборта – важный процесс, обеспечивающий надежную работу конвейерной ленты. Правильный выбор технологии и соблюдение всех этапов позволяет получить прочное, гибкое и долговечное соединение, устойчивое к нагрузкам и внешним воздействиям.

Поперечный профиль на конвейерной ленте используется для улучшения транспортировки материалов, особенно при наклонных или вертикальных перемещениях. Он предотвращает соскальзывание и падение груза, увеличивает сцепление с материалом ленты и позволяет более эффективно управлять движением сыпучих или крупных материалов.
Приварка поперечного профиля к конвейерной ленте проходит в несколько этапов:
Такой процесс обеспечивает надежное и долговечное соединение, которое выдерживает эксплуатационные нагрузки и способствует стабильной работе конвейерной системы.

Направляющие на конвейерной ленте – это элементы конструкции, предназначенные для стабилизации траектории движения ленты. Они предотвращают её боковое смещение, обеспечивая правильное позиционирование и равномерное распределение нагрузки, что повышает эффективность и долговечность работы конвейерной системы.
Установка направляющих проходит так: разметка мест крепления, фиксация направляющих и их регулировка для правильного направления движения ленты.

Направляющие на конвейерной ленте могут быть нескольких типов:

Бесконечное соединение – это метод соединения конвейерной ленты, при котором края ленты объединяются таким образом, чтобы получился непрерывный, замкнутый цикл без заметного шва. Такой подход позволяет устранить слабые места, снижая риск износа и проскальзывания в месте соединения, а также обеспечивает равномерное распределение нагрузок по всей длине ленты.
Для создания бесконечных соединений применяют технологии сварки (например, высокочастотной или горячим воздухом) или вулканизации (холодной или горячей). Эти методы позволяют добиться соединения, которое по прочности и гибкости не уступает основному материалу ленты, повышая надежность и долговечность конвейерной системы.
Существует два основных типа бесконечных соединений:

Заделка края – это процесс обработки и укрепления краёв конвейерной ленты, который предотвращает расслоение, износ, проникновение влаги и загрязнений. Это особенно важно для лент, работающих в агрессивных средах, с высокой влажностью или при транспортировке сыпучих материалов.
Зачем нужна заделка края?
Без надлежащей обработки кромка ленты может быстро изнашиваться, что приводит к:


