Использование грунтовки по металлу для футеровки барабанов конвейера
- 07 марта 2023 12:10:02
- Просмотров: 373

Конструкция ленточного конвейера предполагает установку нескольких барабанов на разных участках линии. Количество валов зависит от протяженности трассы, наличия и числа поворотов и наклонных участков, характера и массы перемещаемого груза. Однако есть барабаны, которые устанавливаются на всех транспортерах без исключения. Это приводной барабан конвейера, отвечающий за запуск линии, и натяжной вал, обеспечивающий равномерное натяжение дорожки без провисов и перетяга. От того, насколько правильно выбраны барабаны, зависит стабильность работы и производительность транспортера, центровка полотна, отсутствие рывков и зависаний ленты при движении.
Способы футеровки барабанов
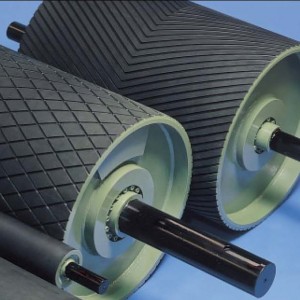
Изначально все конвейерные барабаны были металлическими, с гладкой поверхностью. При больших нагрузках сцепления вала с нерабочей обкладкой полотна было недостаточно, из-за чего лента проскакивала и смещалась вбок. Проблему решила футеровка барабанов.
Под футеровкой понимают нанесение на металлическую поверхность вала пластины из резины с последующей нарезкой рельефа. Это позволяет значительно повысить уровень адгезии барабана по отношению к конвейерной ленте, а также снизить нагрузку на силовые механизмы транспортера.
Футеровка выполняется тремя способами:
- Горячая вулканизация.
- Холодная вулканизация.
- Фиксация резиновой пластины с помощью болтов.
Горячая вулканизация обеспечивает максимально прочное сцепление резины и металла, но требует применения автоклава, где резиновый состав расплавляется под действием высоких температур. Минусами данной технологии называют:
- Футеровку можно выполнить только в условиях цеха.
- Размер валов ограничен параметрами автоклава.
Футеровка с помощью болтов — это временная мера, так как металлические крепежи провоцируют быстрый износ нерабочей обкладки ленты.
Холодную вулканизацию называют оптимальным способом нанесения футеровки.
Процесс происходит следующим образом:
- Очистка и ошкуривание барабана для повышения сцепления.
- Обезжиривание металлической поверхности специальным очистителем.
- Грунтование вала праймером.
- Раскрой футеровочной пластины.
- Приготовление клея, который состоит из двух компонентов — клеящей основы и отвердителя.
- Нанесение клея.
- Герметизация стыка.
- Шлифовка поверхности.
Как проходит грунтование барабана
Грунтование является одним из важнейших этапов футеровки. Праймер выполняет функцию двустороннего скотча, соединяющего металл с клеевым составом, а также защищает металлическую поверхность от проникновения влаги и развития коррозии. Без использования правильной грунтовки вал не выдерживает динамических нагрузок и пластина просто отваливается, парализуя работу конвейера.
Важно, чтобы праймер был подобран в соответствии с клеем, тогда они образуют надежное соединение. Еще один момент — температура грунтовки и металла должна быть одинаковой, чтобы не допустить образования конденсата. Для нанесения грунтовки используется кисть с натуральной щетиной. Перед грунтованием состав тщательно перемешивают в течение пары минут, а затем наносят в один тонкий слой без образования потеков.
Норма грунтовки приблизительно составляет 190-200 мл на м3, после нанесения состав должен полностью высохнуть. В зависимости от внешних условий, на высыхание потребуется от 60 до 120 минут.
После указанного времени переходят к подготовке и наклеиванию футеровочной пластины. Как и в случае с праймером, резина должна иметь ту же температуру, что и поверхность барабана.